
需求决定市场。毋庸置疑,光纤激光器研发及应用已经向更高功率发展,尤其在激光切割领域,高功率激光器的应用成为大势所趋。许多企业都在考虑购置高功率光纤激光切割设备,但仍然心存顾虑:都知道更高功率可以切的更厚、更快,但到底有多厚?能快多少?除此以外还有哪些优势?为此,锐科工程师整理了高功率光纤激光切割的优势分析及参数对比,相信对您一定有所帮助。
优势一:切割极限厚度大幅提升
锐科12kw光纤激光器切割极限厚度达到40mm以上,碳钢达到50mm,且切割断面效果良好。

上图分别为40mm的碳钢、不锈钢和铝合金


上图为50mm的碳钢切割样品
相较于较低功率的激光器,切割能力的提升有了质的飞越,使激光切割机的加工范围得到了巨大的提升。

12kw与6kw切割极限厚度的对比
优势二:切割速度的极大提升
在选择激光切割设备的功率时,对不同材料的切割速度是考察的关键因素。光纤激光切割应用在中、低厚度的板材加工中优势显著,激光功率的提升能够让切割速度倍速提升。
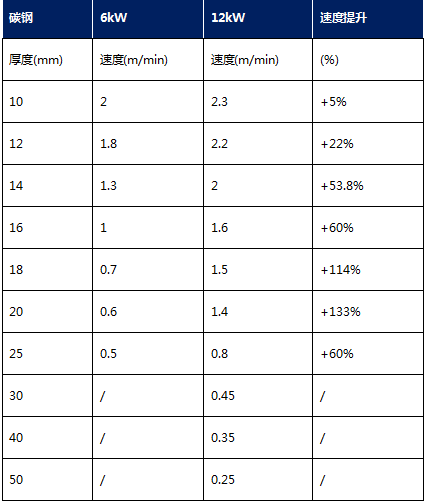
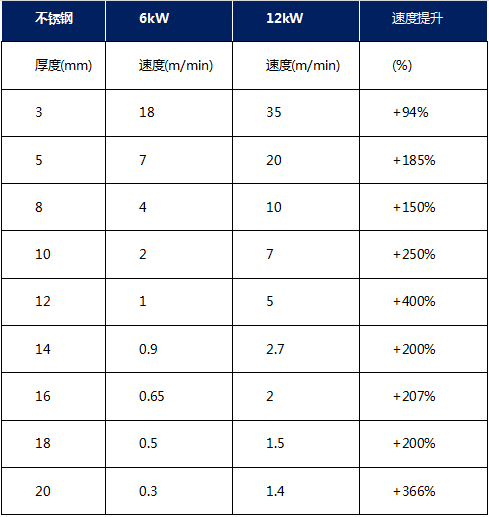

速度的提升带来的是光纤激光切割机经济效益的指数上升。特别是对于目前光纤切割的中等板厚材料来说,切割速度的提升能够达到2倍以上。
优势三:切割工艺的多样性增加
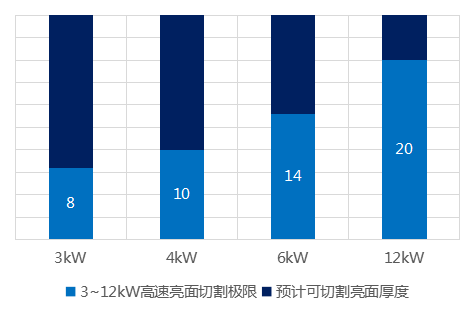
除了切得更厚更快的优势外,随着激光器功率的上升,激光切割的工艺还能玩出更多的花样。比如当下备受好评的高速亮面切割技术,及厚板小孔切割技术。
l 高功率高速亮面切割技术(HHB,Highpower,Highspeed,Brightsurface)
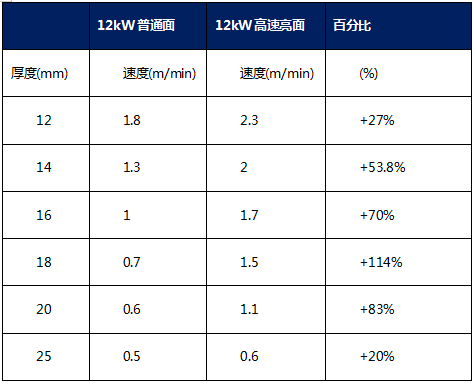
即在功率足够的情况下,利用小喷嘴、小气压,配合高功率激光高速切割不同厚度的碳钢板材,以此获得光滑的切割断面和更小的加工锥度。光滑的切面方便客户后续加工;同时锥度基本能够控制在双边0.2mm以下,在某些高精度要求的加工行业,更好的满足客户要求。

上图为锐科12kw激光器对12-20mm碳钢的高速亮面切割样品
l 厚板小孔切割技术
在高速亮面切割技术的引申下,我们开发了厚板的小孔切割技术,能够在较厚的板材上,切割出直径远小于板厚的高质量小孔,例如,在20mm的碳钢板上,切割出直径为3-5mm的小孔并能够稳定加工。


高速亮面切割工艺小技巧
随着光纤激光技术的不断发展,市场对光纤激光切割效果的要求也越来越高。其中碳钢材料高速亮面切割工艺越来越收到追捧。那么如何实现又快效果又好的碳钢亮面切割呢?锐科工艺工程师与大家分享必须满足的三个切割的条件:
小喷嘴:双层喷嘴,1.0-2.0mm之间;
高功率:功率越高,能够切割的碳钢亮面极限厚度越大,效率也会明显提升;
大气压:大部分在0.6-1.2Bar之间
在实际操作中,不仅需要满足这些条件,更需要专业的调试,才能达到稳定一致的效果,锐科工程师可以为您免费提供专业的技术支持。

普通面切割

亮面切割

普通面切割:锥度双边0.4mm-1mm

亮面切割:锥度双边0.2mm以内



