激光凭借其能量集中,焊接效率高、加工精度高,焊缝深宽比大等优势,已经成为动力电池铜铝焊接,甚至是唯一可以将电镀镍焊接至铜材料上的技术。合理选用焊接方法和工艺,将直接影响电池的成本、质量、安全以及电池的一致性。
动力电池与储能电池是目前电池技术应用的两大场景,储能电池对应着太阳能等设备,动力电池则对应着新能源汽车。而很早以前,以日韩企业为首的电池技术企业就将动力电池的封装种类归为了三大形式:圆柱形、方形以及软包。
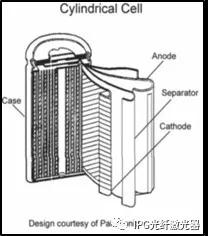
圆柱电池
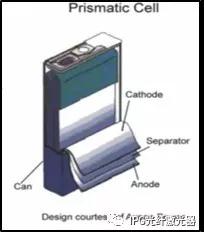
方形电池
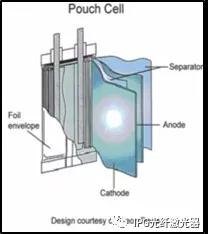
软包电池
而软包电池也一直被业内作为移动设备上的首选,但在汽车应用上,也因为其体积的可控性同样被汽车品牌所看重,尤其针对插电式混合动力车,在兼顾整车布局和重量时,软包电池体积优势更加明显。

软包电池光纤激光焊接解决方案
软包电池异种材料焊接
对于软包电池的异种材料焊接,主要包括正、负极耳串联,正,负极耳与铜汇流片焊接,多层负极铝和铜汇流片焊接。铜极耳的厚度一般在0.2-0.5mm,铝极耳厚度一般在0.2-0.6mm。
正负极耳缝焊

极耳与汇流片焊接

铜-铝材料焊接最大难点
由于铜和铝熔点相差大,在液态时相互无限互溶,固态时有限互溶,能形成多种以金属间化合物为基的固溶体相,所以焊接时要尽量选择光束质量好的光源,降低热输入,缩短铜与液态铝相接触的时间,才能减少两种金属间化合物的形成,从而提升焊接接头强度。
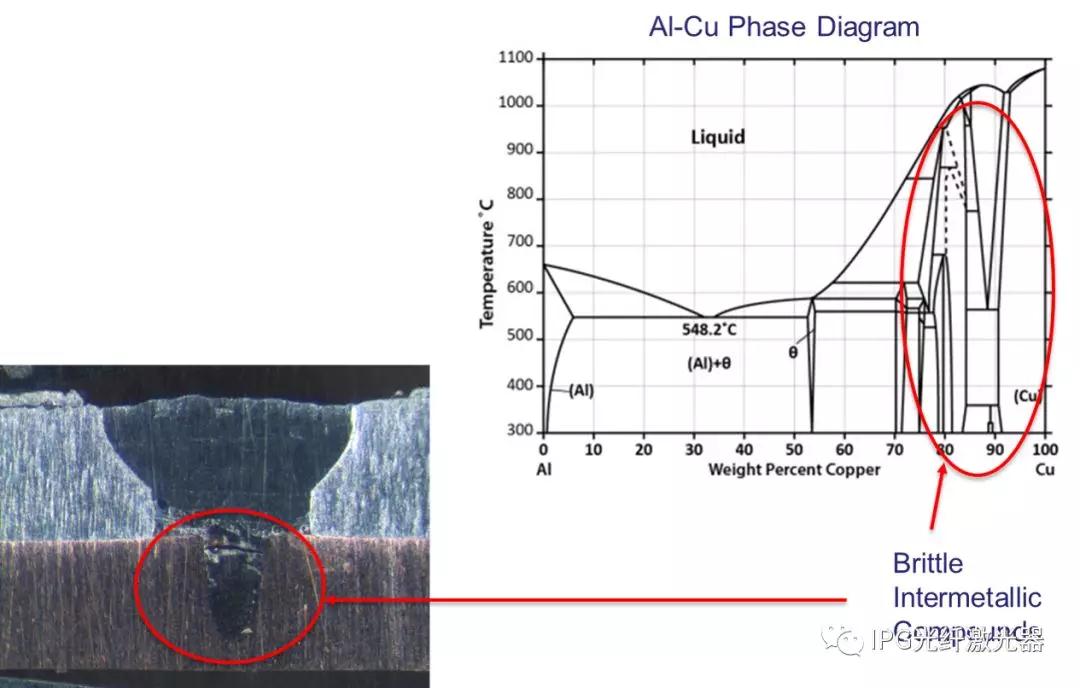
图示说明,熔焊时考虑铜铝在熔点上的差异(相差424℃),只有当铜-铝合金中铜的质量分数【ω(Cu)】在12%-13%以下时,才具有最佳综合性能。
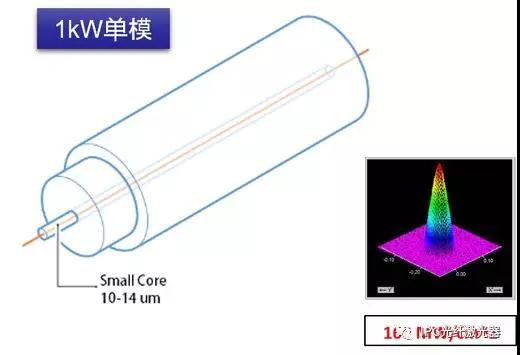
IPG单模光纤激光器
具有业内最高光束质量!
光束参数乘积 M^2 <1.05
小芯径14μ,小光斑28μ
功率密度高:160 MW/cm^2
功率密度是指单位面积内传递的功率(Watts?cm^2 )
IPG激光器可搭载两种焊接方式

YLR-1500-SM
单模光纤激光器
+
D50 摆动焊接头
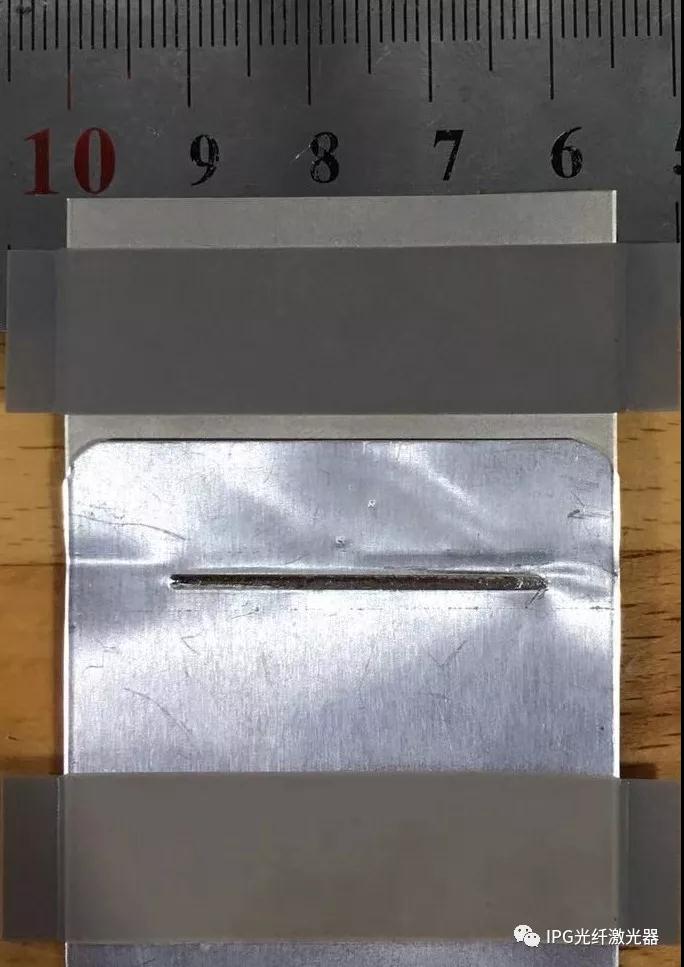
焊接材料——0.4mm 铝+0.3mm 铜 (镀镍)
焊接方式——采用Wobble摆动焊接头
优势
使用IPG摆动焊接头的焊接方式无需在工装治具上设计保护气路,可直接加载到焊接头上,使用更方便,且没有焊接范围的限制。

YLR-1500-SM
单模光纤激光器
+

2D 高功率振镜头

焊接材料——0.4mm 铝+0.3mm 铜 (镀镍)
焊接方式——采用扫描振镜焊接
优势
使用IPG扫描振镜的焊接方式对多工位的焊接效率更高,且可以灵活的改变焊接图形,采用波浪方式(或者正弦波形),增加焊接强度及导电面积。
IPG提供最全面的焊接解决方案

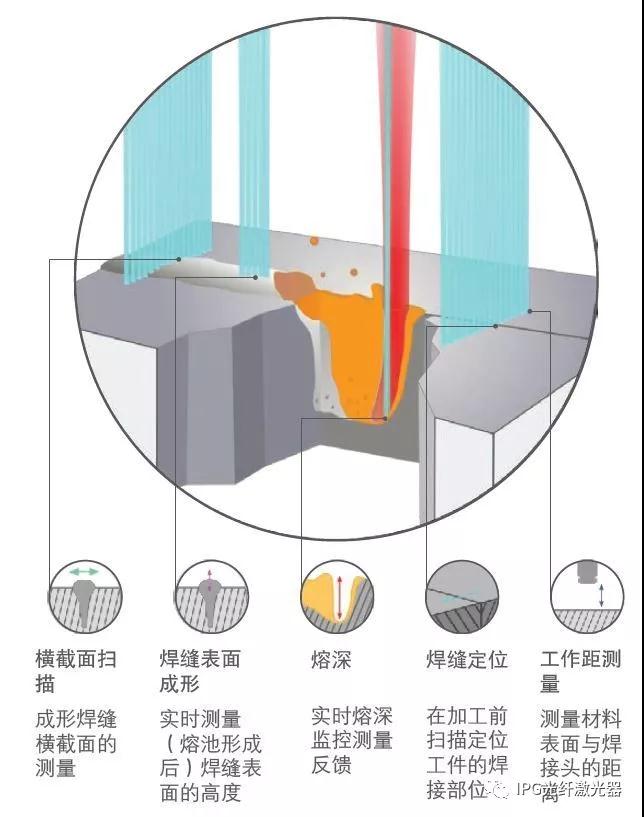
LDD焊接全过程监测系统
单机实现多功能监测
1、一台设备实现焊接全过程监测
2、直接测量,不受加工释放物的影响
3、基于ICI(相干干涉成像)技术
4、多通道采样确保测量准确性
5、焊接质量形貌均以3D显示
焊前、焊中、焊后测量