
智能手机的出现大大改变了人们的生活方式,而人们生活水平不断提高也对智能手机提出了更高要求:除了系统、硬件等功能配置不断升级外,手机外观也成为各手机厂商角力的重点。在外观材料的革新过程中,玻璃材料凭借造型多变、抗冲击性好、成本可控等诸多优点而受到厂家欢迎,并在手机上获得越来越广泛的应用,包括手机前盖板、后盖板、摄像头盖板、滤光片、指纹识别片、三棱镜等。
尽管玻璃材料有着诸多优点,但其易碎的特点为加工过程带来不少难题,如容易出现裂纹、边缘毛糙等。此外,听筒、前置摄像头、指纹片等位置的异型切割也对加工工艺提出了更高要求。如何解决玻璃材料的加工难题、提升产品良率,成为业内共同的目标,推动玻璃切割技术的创新迫在眉睫。
玻璃切割工艺对比
传统刀具玻璃切割
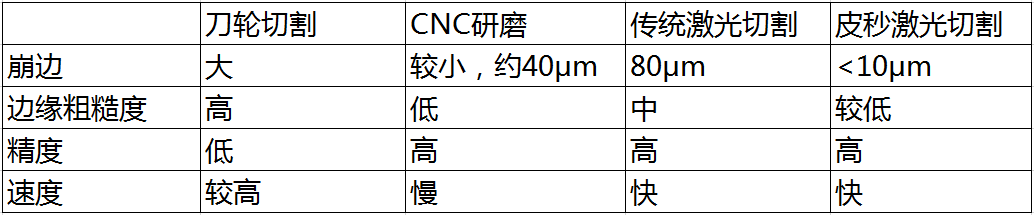
传统的玻璃切割工艺包括刀轮切割和CNC研磨切割。刀轮切割的玻璃崩边大、边缘粗糙,对玻璃的强度会大幅影响。而且刀轮切割的玻璃良率较低,材料利用率较低,切割完后还需进行复杂工序的后处理。刀轮进行异型切割时速度及精度会大幅下降,有些异型全面屏因转角太小,根本无法用刀轮切割。CNC较刀轮的精度高,精度≤30μm,崩边比刀轮小,约40μm,缺点是速度慢。
传统激光玻璃切割
随着激光技术的发展,玻璃切割中也出现了激光的身影。激光切割的速度快,精度高,切口没有毛刺而且不受形状限制,崩边一般小于80μm。
传统激光切割玻璃为消融机理,利用聚焦后的高能量密度的激光将玻璃融化甚至气化,高压的辅助气体则将残余的熔渣吹除。由于玻璃易碎,高重叠率的光斑会累积过度的热在玻璃上,使玻璃龟裂,因此激光无法使用高重叠率的光斑进行一次切割,通常使用振镜进行高速扫描,将玻璃一层一层去除,一般的切割速度小于1mm/s。
超快激光玻璃切割
近年来超快激光(或称超短脉冲激光)取得了飞速发展,尤其是在玻璃切割的应用上取得了非常优异的表现,可避免传统机加方式切割容易发生崩边、裂纹等问题,具有精度高、不产生微裂纹、破碎或碎片问题、边缘抗破裂性高、无需冲洗、打磨、抛光等二次制造成本等优点,降低成本的同时大幅提高了工件良率及加工效率。英诺激光的超快激光器AMT1064在脆性材料加工应用中有着出色的表现,能将脆性材料切得更好、更快,使成本更进一步下降,同时激光器更稳定,可支持多种场景应用。
AMT-1064激光器玻璃切割钻孔
AMT-1064皮秒激光器利用振镜钻孔的加工方式,可加工玻璃厚度可达1mm,圆孔直径最小可达60μm,黑边<30μm,崩边<10μm。
同时英诺领先的bessel beam玻璃钻孔加工技术,可支持微孔加工,圆孔直径最小可达10μm,崩边<5μm,加工效率极快,在半导体玻璃钻孔、医疗微通道等应用场景中有着不可替代的优势。

英诺激光AMT-1064皮秒激光器功率从10W, 20W, 30W, 50W,最高可达70W,单脉冲能量最大可达1.5mJ,可满足客户对红外皮秒激光器的绝大部分需求。
工作频率宽泛,从10K-1000K,光斑圆度可达90%以上,脉冲稳定性<2%。可保证在加工过程中不漏脉冲,点大小保持一致。脉冲串模式下脉冲能量更大,可调节单个子脉冲的强度,满足客户不同的工艺需求。
同时AMT-1064激光器利用bessel beam的加工方式,在各种透明脆性材料切割上,如玻璃、蓝宝石、全面屏等,具有无与伦比的优势。不仅切割厚度范围广,还可做到切割的质量好,无崩边、碎屑、易形成微裂纹,弯曲的强度高,而且可实现无锥度任意形状切割(直线、曲线、圆孔等)。
