
激光浮雕技术早于增材制造,在饰品加工、模具雕刻和铸币等行业流行。激光浮雕是一种典型的激光减材制造技术,此技术是通过激光对一块完整的材料层层去除,实现三维立体激光雕刻。
相对传统的刀具雕刻和电火花等加工方式,激光浮雕工艺直接三维数字建模,通过动态聚焦系统控制激光减材加工,实现所见即所得。激光加工精度与效率高、无残余机械应力、可以实现更小尺寸的微雕等,在精密加工领域中应用广泛。
在3D激光加工浮雕工艺中,从3D动态聚焦系统这个部件与您分享以下几个点:
1.雕刻文档类型
在激光浮雕时需要使用3D模型图(STL格式)文档。可在标刻软件内三维数字建模,或者3D模型图(STL格式)直接导入标刻软件内,切片生成,即可雕刻出3D凹凸浮雕的效果。
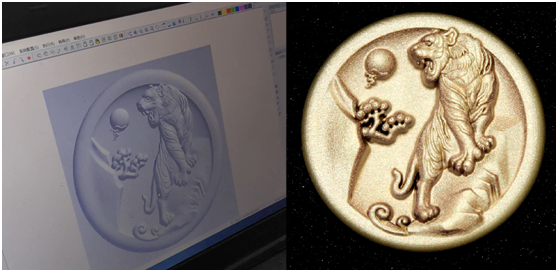
图一 雕刻文档与实际雕刻效果对比
2.工艺特点
应用广:大部分的金属还有非金属材料都可以做浮雕,比如说铜、铝、磨具钢、碳化硅、玉石、木材等。激光的光斑比刀更细,加工得图可以更精细。因此,激光浮雕加工广泛地应用于工艺品行业、特殊行业、模具行业等。

图二 激光浮雕应用于各种材质雕刻效果
效率高:加载动态聚焦系统的激光浮雕装备。工作时,动态聚焦的3D动态轴与XY轴完全软件协同,分层焦点补偿在微秒间完成,效率高。在合适的配置下,它的效率是可以达到或超过CNC。
精度高:通过动态聚焦系统控制激光减材加工,可随着加工层数增加,动态轴协同调整焦距,实时调整光斑,可确保整个加工过程中焦点光斑软件可控,相比传统振镜可以获得更高的精度。

图三 动态聚焦系统内部结构与雕刻放大效果
3.如何调试效果最佳
在进行激光浮雕雕刻前打标参数、填充线间距、层厚度等参数都需要测试出最合适的参数。
填充参数:首先对材料测试,通过雕刻出均匀的磨砂底纹测试出合适的填充参数。
分层厚度:利用材料测试得出的填充参数,在材料上雕刻50至100次,总深度/雕刻次=单次加工的深度,得出浮雕的分层厚度。
开关光延时:对实际样品测试,反复测试至浮雕的表面光滑,得出合适的开光延时参数。
清扫:在浮雕雕刻过程会有粉尘,需要每雕刻3-5层清扫一次,否则粉尘堆积过多,造成浮雕不成型。
4.激光器功率的选择:
以光纤激光器举例:

图四 光纤激光器不同功率在浮雕应用中效果对比
——————————————————————————
菲镭泰克2023年部分展会信息,欢迎届时莅临,与我们一同探讨更多工艺应用。
